���ߵIJ��Ϻ�Ϳ�ӌ�(du��)���������ܵ�Ӱ�
Ϳ�ӌ�(du��)�������ܵ�Ӱ�
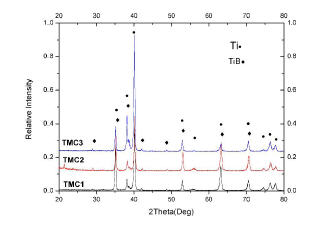
�����ĈD2��֪,Ӱ푵��������������P(gu��n)�I��������Ϳ�Ӳ�ͬ�����挢��Ϳ�ӵ����W(xu��)����,�������ܡ��������Եȷ����M(j��n)�з�����
������F ISCHERSCOPE H1000 ���W(xu��)̽ᘌ�(du��)TiAlN2ML��TiAlCN�ɷNͿ�ӵ����W(xu��)�����M(j��n)���˷�����
����Ϳ�ӵ����W(xu��)�������Д�Ϳ�����ܵ���Ҫָ��(bi��o)֮һ���ĈD4���D5 �пɿ���, �ɷNͿ���@Ӳ��TiAlN2ML = 29.09 GPa, TiAlCN = 28.21 GPa,�����ஔ(d��ng)���@�f(shu��)��,�������^(gu��)����, TiAlN2ML �cTiAlCNͿ�ӵĸ�Ӳ�Ȍ�(du��)��ߵ��߿�ĥ�p��������Ҫ���á�
������(du��)��TiAlCNͿ�Ӂ�(l��i)�f(shu��),���̼������,�����ĥ�Ժá�ͬ�r(sh��),��Ϳ�ӵı���ֲڶȵ�,�H��0.25,��TiAlN 2ML��0.6���@��,������^(gu��)����, TiAlCNͿ�ӵ͵ı���ֲڶ���Ч�����������^(gu��)���е�����,�������ԝ�(r��n)��������,�Ķ������˵��ߵ�ĥ�p��,ʹ�����^(gu��)�������M(j��n)��,�@��TiAlCNͿ��㊵�������������TiAlN2MLͿ��㊵�������������Ҫԭ��֮һ��
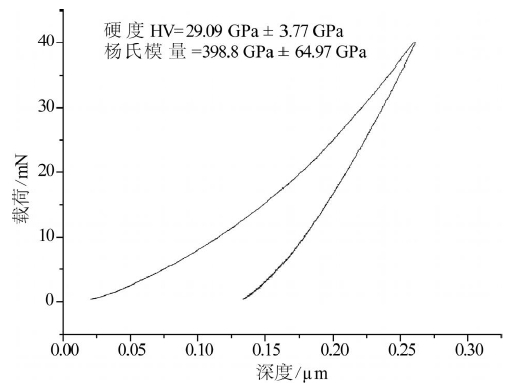
�D4��TiAlN2MLͿ�Ӽ�ж�d����
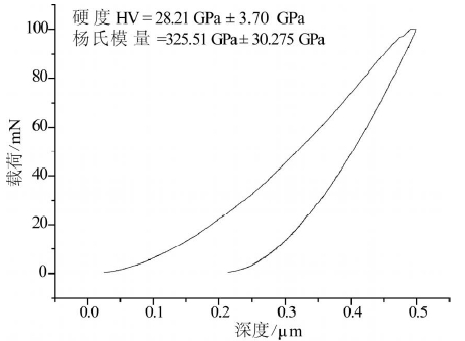
�D5��TiAlCNͿ�Ӽ�ж�d����
�����P(gu��n)�ڿ������ض�(��(du��)�ڸ�ʽ������(l��i)�f(shu��),�������y��ɢʧ,���ϣ��Ϳ���͟�����Խ��Խ��) , TiAlN2ML��700 ��, TiAlCN��500 �档��Ҋ(ji��n), TiAlCNͿ�ӵ��͟�����Ҳ�^�á�
�����@��,��Ӳ�ȡ���ĥ�ԡ�����ֲڶȡ��������ضȵȽǶȿ��], TiAlCNͿ�Ӿ�����ѵľC�����ܡ���(sh��)�H��, TiAlCNͿ����TiAlN + TiCN �ľC��Ϳ��,���Ⱦ���TiAlNͿ���^�ߵ��͟�����,ͬ�r(sh��)�־߂���TiCNͿ�����õı���❍��,��һ�C��Ϳ�ӡ����,������^(gu��)����, TiAlCN Ϳ��㊵��ͳʬF(xi��n)����(y��u)��������,����������(y��u)��TiAlN2MLͿ��㊵���
���P(gu��n)������x��