�ۺϸ������y�ĸ���
���������˾ۺϸ������y��ʹ���^���г��F�Ĺ��ϣ�������˼��g���췽�����������ˇ����y�Ĺ����ʣ�����˾ۺϸ��������ʡ�
�����½���I�쳽��������˾40�ft/a��PVC�b�ù�����10�_105m3ȫ��ͨ�ȊA�ۺϸ����a�ܰ�SG5��PVC��֬�OӋ���֞�ɗl���a����ÿ�l���a����5�_�ۺϸ���ÿ�_�ۺϸ������2�_늄Ӈ����y(һ��һС)�����ھۺ�Ͷ��ǰ��ճ������Ϳ���ͷ����Y������ϕr�ۺϸ��ڵě_ϴ��PVC�Ҹ��ۺϹ�ˇ�з�ճ���������x�ش����ۺϸ�ճ����r��ͬ���͕���ͬ�̶ȵ�Ӱ푾ۺ��^�̵����a��ȫ���θ��a�ܺͮaƷ�����|��;�����y�����ճ��������ֱ��Ϳ���O�䣬���\����r��ֱ��Ӱ�Ϳ��Ч���;ۺϸ�ճ����r�������y�Ĺ������^�ߣ���ֱ��Ӱ푵��ۺϸ��������ʡ������a�\���^���У�ᘌ������y���F�ĸ��N���ϣ��M���˽yӋ�w�Ȼ�����ԭ�����������l���ϵ���Ҫ���أ�����ˇ����y�Ĺ����ʣ�����˾ۺϸ��������ʣ����s���\�гɱ���
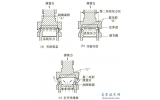
1���ۺϸ������y�Ĺ���ԭ����ʹ����r
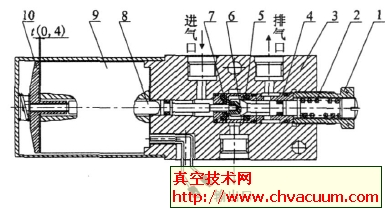
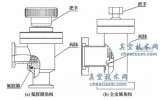
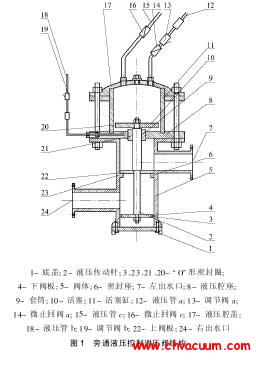
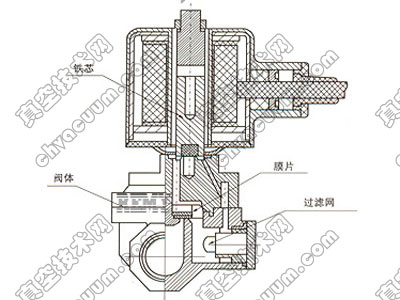
�����ۺϸ������y��늄ӈ��������y�w�ɴֽM�ɡ��y�w����Ҫ���ɲ����нz�U�������������^�����ܹܡ�����h���ܷ�h�Լ���Խ�x�����ȡ������^�����£������Ұl������ָ�����늄ӈ��������ӽz�U형r����D���ڳ�Խ�x�����Ŀ����£��Ƅ����������\�ӣ����b�������ײ��ć��ܹć����y�y�w��������ڵ��_�����\�е����¶˕r�_ʼ���D����ճ������_ϴˮ�ć��ܹ��Ї�������ɷ�ճ������Ϳ������ϵě_ϴ������Ϳ����_ϴ������ɺ����Ұl������ָ�����늄ӈ��������ӽz�U��r����D���ڳ�Խ�x�����Ŀ����£��������������\�ӣ��ڵ��_�����\�е���픶˕r���������^���ܷ�h�ṩһ�����A�o�����y�w�ײ��γ��ܷ⣬�Ա��C�ھۺϸ������^���Пoй©��r�l����������1���������ڡ�
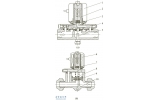
2��ʹ���^���д��ڵĆ��}������
�����ڌ��H���a�^���У������y��ʹ����r�����ã���Ҫ���}���F������5�c��
����(1)늄ӈ��������ϡ���늄ӈ��������F���ϕr����Ҫ���F��늄Ӈ����y�o���������_(�F���քӿ��Դ��_�������ҟo�����_)��ͨ�^�����l�F�����늄ӈ��������ϵ���Ҫԭ���ǣ����y���F���ϻ���������ӽz�U���D����ס�r��늄ӈ������^�d����Ɉ��������U�ܟ��ģ�ʹ�y�o���������_��
����(2)�����y�o�����_���P�]��늄ӈ��������ӽz�U���D�r���z�U�c����ͬ���\�ӣ������y�T�o���������_�������J������@�N���ϵ�ԭ���У���늄ӈ�����Ť���_�P�{������������P�]�y�T�r�����^�����y�T�o�����_;���ܷ�hĥ�p�����������г�׃�L��ʹ�����^�M���y�w�^�����y�T�o�����_;�۽z�U�ײ����_�~�K�܉��^��׃�Σ������y�T�o�����_;���y�U�Ʉӌ������y�o�����_��
����(3)�����^���ѣ����ܹ�Ó�䡣���^�������J����ɴ˷N���ϵ���Ҫԭ���ǣ����������|�Ć��}���������^����δ��ֿ��]���F��ʹ����r���g�Բ���;�ڞ��˱��C�ܷ����ܺá��oй©�����y�P�]�r�������^�ṩ���m�������������ܷ�h�ϣ��L�r�g��������������^ƣ�ڔ��ѡ�
����(4)늄ӈ����������y������������@�N���ϵ�ԭ���ǣ�늄ӈ������c�z�U�����I�B�ӣ����y�U�Ʉ�����y�o�������r��늄ӈ������ͽz�U�B�Ӳ�λ���I�����dz�������I���Д࣬ʹ�������c�z�UÓ�x��
����(5)Ϳ��Һ���ܺ͛_ϴˮ�_ϴЧ���ͨ�^�������J��ԭ�����M�ڞV�WĿ��ƫС��ֻ�^�V��50%���s�|��������833μm(20Ŀ)�ĞV�W�M�Йz�y�c�yӋ���l�F297.5μm(50Ŀ)�ĞV�W�Ϳ��Ա��C�^�VЧ����
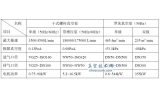
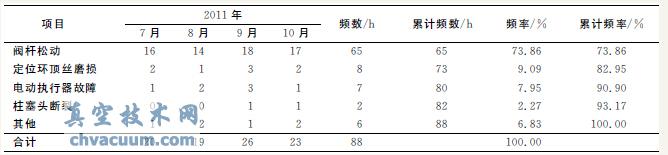
����ᘌ����Ϲ��ϣ����T�����˼��g�n�}С�M���������M�нyӋ�����������Ȍ������y�����M�нyӋ���L���˹��ϽyӋ��(Ҋ��1);���⣬�������y�����M����Ԕ���ķ������ɹ��ϵ�ԭ���M�з��������L�������2��ʾ�ķ����
��1 ���ϽyӋ��

�����ı�1���������ؿ����������y��ƽ�������ʞ�9.78%���ѽ�����Ӱ����������a��
�����ı�2���Կ������y�U�Ʉ��LJ����y�����ʸߵ���Ҫԭ�����ԏć����y�y�U�Ʉ����֣���Q������ʸߵĆ��}��
��2 ���Ϸ��
�����Ì��I�ķ���������ͨ�^�ˡ��C���ϡ������h5�����挦�y�U�Ʉ��M�з������ҵ���6�lĩ�����أ��քe�ǣ��ٌ��T�����˲�ȫ�棬�ھS�އ����y���I������Ӗ���ϸ��y�U�c�z�^������������늄ӈ������D���^�ߣ��݇����y�b��]�о��w���b�f�������ȭh���ض��^���^�͡�
����������1�l���أ��½���I�쳽��������˾��ȫ��Ŀ��˘˜ʣ��Ĺ�˾���ˡ��֏S���ˡ���M�����������˿��ˣ������7-10�µĿ��˱���ÿ���¶��Ї���Ŀ��ˣ������@������Ҫԭ������2�l���أ�ͨ�^�F���Ĝyԇ�͌���������Ӗӛ��M����C���l�F��Փ�͌��H�����ϸ��ʾ��_��100%�������@Ҳ������Ҫԭ������3�l���أ��Ì��I�O��z��z�U�c�z�^��������r���l�F�������ֵ��8.4N����С����ֵ��2.7N�����Կ����y�U���������nj����y�U�Ʉӵ���Ҫԭ������4�l���أ��F����C��늄әC���D�٣��Y���l�F늄әC�D�ٞ�23.25r/min����Ҏ�������ȣ������@������Ҫԭ������C��5�l���أ�ͨ�^���ң��½���I�쳽��������˾��Ԕ�����b���f���������@�lҲ������Ҫԭ������6�l���أ�ͨ�^�пؙz�y�ۺϸ��Ĝضȣ��l�F�ضȶ���Ҏ���ķ����ȣ������@�lҲ������Ҫԭ��ͨ�^��l��C���l�F����y�U�Ʉӵ���Ҫԭ�����y�U�c�z�^����������
3����Q��ʩ
����ͨ�^̽ӑ��ᘌ���ͬ�Ĺ���ԭ��ȡ�˲�ͬ�đ�����ʩ�����w���¡�
����(1)ᘌ�늄ӈ��������ϣ�ϵ�S���M��ָ������늄ӈ�������Ť���_�P�M�о��_���{�������C�����y�ڹ�����̎�ں��m��Ť��ֵ�����ܱ��C�y�T�����\�У�����ʹ�����ʴ�͡�
����(2)ᘌ��y�U�Ʉ���ɵĹ��ϣ�������Q�����y�y�U�c�z�^�����H���`�r�g������߀Ҫ���M���������������������Ը��õĽ�Q�k���ǣ����y�U�c�z�^̎����һ�������b�ã��@�Ӳ��H���ø��Q��������Ұ��b���ף����M���پ����_��Ŀ�ġ������_�����L���˱������b��D�������ӹ��S�M�мӹ�����ɺ��b��ָ��λ�á��_܇ԇ�C���Ì��I�O��y���y�U�c�z�^��������r���Y���l�Fƽ��������Ҏ�������ȡ�
����(3)ᘌ������^������ɵĹ��ϣ�ϵ�S�Ҍ������^�M���������OӋ���ڱ��C������������r�£��������^ֱ�������M�����^�ӹ���ˇ���������^�M�П�̎������߲��ϵ��g�ԣ�ʹ�����^���ѵ���r���p�١�
����(4)ᘌ������y���ܛ_ϴЧ����Ĺ��ϣ����Q�ˇ����y�M��̎�V�W������297.5μm(50Ŀ)���ϵ��^�V�W�����C���^�V���ȣ���ֹ�ˇ��ܹܵĶ�����
����(5)���ܷ�hҲ�M���˸��M����ԭ�в��|�M���˸��죬����������ܷ�h��ʹ�É����������ˇ����y�ľS�Δ���
������ȡ���ϸ����ʩ������C�����Ƿ���Ч������2012��1-4�����y�Ĺ����M�нyӋ���Y��Ҋ��3��
��3 ��ȡ�����ʩ����ϽyӋ��
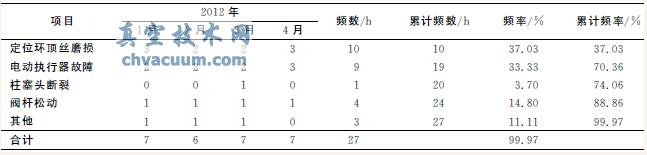
�����ı�2����3�п��Կ����������y�y�U�Ʉӹ�����ռ������73.86%�½���14.80%���½������_59.06%��
4��Ч��Ӌ��
�������ڇ����y�Ĺ��ϣ�ͨ�^ᘌ��Եķ��������ÿƌW���ֶΣ��M����һϵ�еĸ��M������˹����ʣ�����˽���Ч�档
������2012��1-4�µć����y�������M��Ӌ�㣬�����½���I�쳽��������˾�P���O�����ͣ�C�ʵ�Ӌ�㹫ʽ���ó�2012��1-4���H��Ӌ�\�Еr�g��905h��������=����ͣ�C�r�g/�O��Ͷ����Ӌ�r�g×100%=27÷905×100%=2.98%��
�������Ď����Ľ���Ч�����¡�
����(1)�ۺϸ�4h�ɮa31tPVC��֬��1tPVC��֬ë��405Ԫ��2012��1-4�¹������½�6.13%���p�������y����ͣ܇�r�g61h��������Ч��s17.26�fԪ��
����(2)Ͷ������M�ã�525Ԫ(����)+1200Ԫ(�V�W)=1725Ԫ��
����(3)�����y�S���M�ã�7230Ԫ��
����(4)�C�Ͻ���Ч��=PVC���ӵĮa��-�����M��-�����y�S���M��=172600-1725-7230=16.36(�fԪ)��